Introducción al trabajo con los centros de mecanizado multifunción con Fikus
Novedades y consejos en la programación de los centros integrados de torneado / fresado
En el mundo del mecanizado, siempre se han separado las piezas en piezas a tornear y piezas a fresar. Hace ya unos años se introdujeron en el mercado accesorios y maquinas que permitían realizar pequeñas operaciones propias de fresadora en los tornos mediante el uso de herramientas motorizadas, pero esta solución solo sirve para trabajos y herramientas pequeñas, ya que la rigidez y dimensiones de estos accesorios son reducidas.
Tecnología combinada

Un enfoque diferente para programar
En los últimos años se han ido incorporando al mercado los llamados, según el fabricante, Centros de mecanizado multifunción, Centros de torneado o Centros integrados de torneado y fresado. Estas maquinas combinan, en una sola, una fresadora y un torno, en algunos casos con varios platos y varias herramientas simultáneas, contando con la rigidez y potencia necesaria para poder realizar cualquier tipo de mecanizado que se nos pueda ocurrir sobre una pieza, ya sean ciclos típicos de torneado, fresado, e incluso fresado multiejes, todo unido a los cambios de estacada automáticos, lo cual permite mecanizar completamente, en una sola maquina, y sin tener que estacar varias veces, piezas que pueden llegar a tener una complejidad importante.
Resumiendo pues las funciones realizadas por este tipo de máquinas:
- Torneado
- Fresado en 3 ejes
- Fresado en 4 ejes con eje C controlado y eje Y vivo
- Fresado en 5 ejes, controlando los ejes B y C.
- Taladrado
Máquina de torneado-fresado

Todo ello convierte estas máquinas en las más flexiblesdel mercado, teniendo además en cuenta que la pieza es recogida automáticamente por el contracabezal después de las operaciones de un lado para poder continuar con los mecanizados del lado contrario.
Hay que tener en cuenta que estas máquinas pueden estar realizando varios mecanizados a la vez, como tornear en un cabezal con una herramienta y fresar en el otro cabezal con otra herramienta, por lo que deben disponer defunciones de sincronización de las diversas operaciones.
Obviamente, la realización de programas de mecanizado para el control de estas maquinas puede llegar a ser verdaderamente complicado, ya que se tienen que combinar las dos tecnologías aprovechando al máximo cada una de ellas, complementándose y aprovechando lo mejor de cada una para lograr en el menor tiempo posible la máxima calidad final.
En la actualidad todas las empresas están realizando los diseños mediante avanzados sistemas CAD, pero es a la hora de pasar esta información al centro de torneado donde se presentan los problemas.
Muchas veces se están realizando los programas "a mano", con la perdida de tiempo que ello representa, ya que se tienen que ir calculando los diferentes puntos del programa mediante la calculadora y no tenemos la opción de realizar formas complicadas debido a su complejidad.
Otras veces se realizan a medias, la parte de torno, como parece más simple, se realiza a mano y la de fresa se realiza en un sistema CAM uniendo al final ambos programas manualmente y añadiendo las instrucciones diferenciales de la máquina.
.jpg)
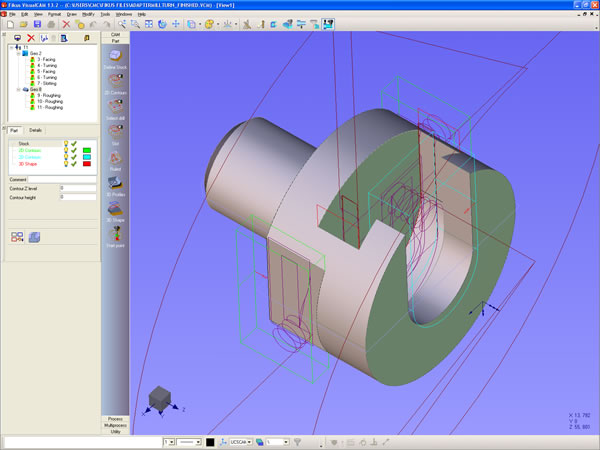
El CAD/CAM de Fikus para centros de torneado/fresado
Estos dos métodos de trabajo tienen los inconvenientes siguientes:
- Necesitar mucho tiempo de preparación y escritura de los programas.
- Complejidad de los mecanizados en 4 y 5 ejes.
- Complejidad de las operaciones de sincronización de ejes y mecanizados.
- Saber de antemano a que maquina exactamente van a ir destinados los programas.
- Gran posibilidad de errores de escritura, lo cual nos puede provocar colisiones o errores de mecanizado de la pieza.
- Perdida de rentabilidad de la maquina al estar esta conectada consumiendo corriente y no estar mecanizando mientras se esta introduciendo el programa mediante el teclado del CNC.
Es en este punto donde Fikus Visualcam nos puede ser de una gran ayuda, ya que permite el paso desde el diseño al mecanizado de un modo sencillo y rápido, contemplando todas las opciones de que disponen este tipo de maquinas, pudiendo intercalar procesos de las dos tecnologías sin importar el orden en que se introducen, lo cual permite aprovechar al máximo las posibilidades de cada maquina, así como la rápida modificación o ampliación de los procesos a realizar o el cambio inmediato de maquina en el caso de modelos de maquina diferentes y la que pensábamos utilizar en un principio esté ocupada.
Millturn en Fikus